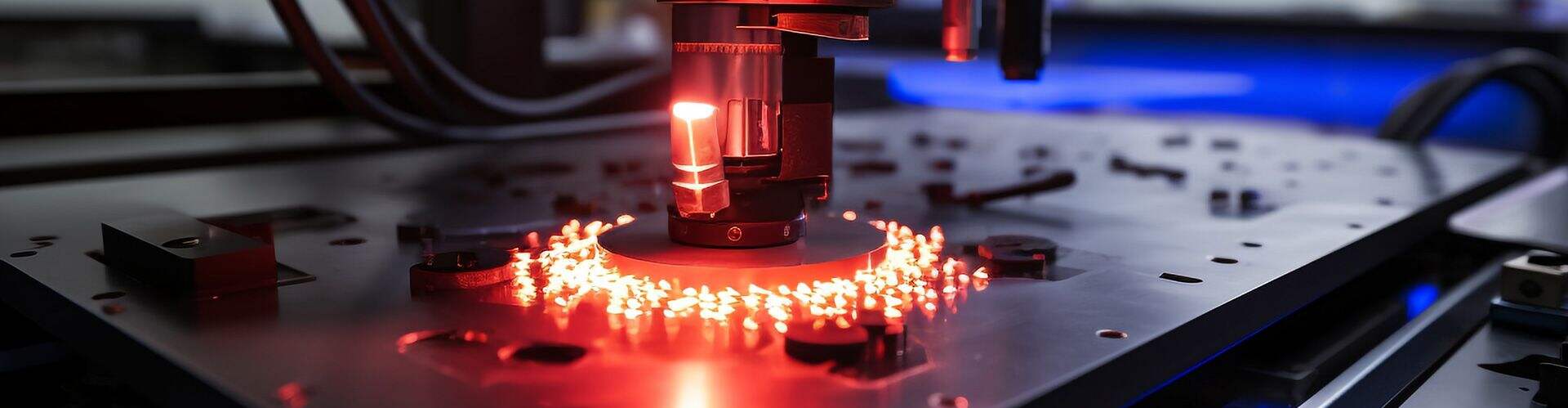
Nguyên tắc cắt laser
chùm tia laser được tập trung vào một điểm ánh sáng nhỏ để đạt được mật độ điện cao tại điểm tiêu cự. Tại thời điểm này, nhiệt đầu vào của chùm (được chuyển đổi bằng năng lượng ánh sáng) vượt xa phần phản xạ, dẫn và khuếch tán của vật liệu,được nóng nhanh đến nhiệt độ bay hơi để tạo thành một lỗ.
Đặc điểm của cắt laser
1. Các đặc điểm của máy cắt laser: khe hở hẹp, biến dạng nhỏ, độ chính xác cao, tốc độ nhanh và hiệu quả cao.
2. Năng lượng laser được chuyển thành năng lượng nhiệt tuyệt vời có thể giữ trong một khu vực rất nhỏ, do đó cắt laser có thể cung cấp khe hở cạnh thẳng hẹp, khu vực bị ảnh hưởng bởi nhiệt nhỏ nhất gần cạnh cắt, và biến dạng địa phương nhỏ.
3. chùm tia laser không gây ra bất kỳ lực nào trên mảnh công việc, và nó là cắt không tiếp xúc, có nghĩa là không có biến dạng cơ học cho mảnh công việc, không có biến dạng của công cụ cắt và không có nhu cầu thay thế của công cụ cắt. Nó không cần phải xem xét độ cứng của vật liệu trong khi cắt, khả năng cắt laser không bị ảnh hưởng bởi độ cứng của vật liệu.
4. chùm tia laser có thể điều khiển được cao và có khả năng thích nghi và linh hoạt cao, giúp dễ dàng thực hiện sản xuất tự động cắt.
Cấu hình chính
Không, không. |
Tên |
Thương hiệu |
Số lượng |
Nơi sản xuất |
1 |
Nguồn laser |
tối đa |
1 |
Trung Quốc |
2 |
Đầu cắt |
WSX |
1 |
Trung Quốc |
3 |
C thùng cắt |
JT |
3 |
t Aiwan, Trung Quốc |
4 |
BỘ GIẢM TỐC |
TECHMECH |
3 |
Đức |
5 |
Máy gia công |
Delta |
4 |
Đài Loan, Trung Quốc |
6 |
Hướng dẫn chính xác/đòi vis dẫn |
SHAC |
4 |
Đài Loan, Trung Quốc |
7 |
Hệ thống điều khiển số |
Friendess Electronics |
1 |
Trung Quốc |
8 |
Điều khiển điện |
Omron/ Schneider /Airtac |
1 |
Nhật Bản/Pháp/Đài Loan, Trung Quốc |
9 |
Máy làm mát |
HanLi HL-3000 |
1 |
Trung Quốc |
10 |
Máy công cụ |
Laser DP |
1 |
Trung Quốc |
Thông số kỹ thuật
Không, không. |
Các thông số hiệu suất |
1 |
Công suất laser |
3000W |
2 |
Phạm vi xử lý (L*W) |
3000mm × 1500mm |
3 |
hành trình trục X |
1520mm |
4 |
hành trình trục Y |
3020mm |
5 |
hành trình trục Z |
260mm |
6 |
Độ chính xác định vị đơn trục X/Y |
0,02mm/m |
7 |
Độ chính xác định vị lặp lại trục X/Y |
+ 0.02mm |
8 |
Tốc độ tối đa |
110m/min |
9 |
Tốc độ gia tốc tối đa |
1.5G |
10 |
Loại hệ thống điều khiển số |
Điều khiển xe buýt |
11 |
Khả năng tải trọng tối đa của bàn làm việc |
900kg |
12 |
Số pha |
3 |
13 |
Định động điện áp cấp |
380V |
14 |
Tần số |
50Hz |
15 |
Mức độ bảo vệ của nguồn điện chính |
IP54 |
| MFSC-3000 ((50μm) Biện tích cắt |
| Vật liệu |
Độ dày (mm )
|
Khí |
Tốc độ (m/phút )
|
Sức mạnh (W )
|
Tần số (Hz )
|
Chu kỳ làm việc (%)
|
Áp suất (bar )
|
Chiều cao cắt (mm )
|
Tập trung |
Nổ |
Thép Carbon
(Q235B )
|
1 |
N2/Không khí |
47~50 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0 |
Đơn vị :1.0
|
| 2 |
N2/Không khí |
21~23 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0,5 |
Đơn vị :1.5
|
| 3 |
N2/Không khí |
6~12 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-1~-1.5 |
Đơn vị :3.0
|
| O2 |
3,9 ~ 4,1 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5 ~ 5,5 |
gấp đôi :1.2
|
| 4 |
O2 |
3,4~3,6 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5 ~ 5,5 |
gấp đôi :1.2
|
| 6 |
O2 |
2,7~2,8 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5 ~ 5,5 |
gấp đôi :1.2
|
| 8 |
O2 |
2.1~2.3 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5 ~ 5,5 |
gấp đôi :1.2
|
| 10 |
O2 |
1,4~1,6 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5 ~ 5,5 |
gấp đôi :1.4
|
| 12 |
O2 |
1~1.1 |
2200~2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2~3 |
gấp đôi :3.0
|
| 14 |
O2 |
0,9 ~ 0,95 |
2200~2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2~3 |
gấp đôi :4.0
|
| 16 |
O2 |
0,8 ~ 0,85 |
2200~2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5~3,5 |
gấp đôi :4.0
|
| 18 |
O2 |
0,7 ~ 0,72 |
2200~2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5~3,5 |
gấp đôi :4.0
|
| 20 |
O2 |
0,6 ~ 0,65 |
2200~2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5~3,5 |
gấp đôi :4.0
|
| 22 |
O2 |
0.55 |
2200~2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5~3,5 |
gấp đôi :4.0
|
| 25 |
O2 |
0.5 |
2200 ~ 2500 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5~4 |
gấp đôi :5.0
|
Thép không gỉ
(SUS304 )
|
1 |
N2/Không khí |
50~53 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0 |
Đơn vị :1.5
|
| 2 |
N2/Không khí |
23~25 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0,5 |
Đơn vị :2.0
|
| 3 |
N2/Không khí |
10~12 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-1~-1.5 |
Đơn vị :3.0
|
| 4 |
N2/Không khí |
6~8 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-2~-2.5 |
Đơn vị :3.0
|
| 6 |
N2/Không khí |
2,9~3,1 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-3,5~-4 |
Đơn vị :3.0
|
| 8 |
N2/Không khí |
1,2~1.3 |
3000 |
5000 |
100 |
16~18 |
0.5 |
- 5~6 |
Đơn vị :3.0
|
| 10 |
N2/Không khí |
0,75 ~ 0,8 |
3000 |
5000 |
100 |
16~18 |
0.5 |
-6,5~-7 |
Đơn vị :4.0
|
| 12 |
N2/Không khí |
0.5 |
3000 |
5000 |
100 |
16~18 |
0.5 |
-7,5~-8,5 |
Đơn vị :4.0
|
| Nhôm |
1 |
N2/Không khí |
40~43 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0 |
Đơn vị :1.0-1.5
|
| 2 |
N2/Không khí |
16~18 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0,5 |
Đơn vị :1,5-2.0
|
| 3 |
N2/Không khí |
8~10 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0,5 |
Đơn vị :2.0-3.0
|
| 4 |
N2/Không khí |
5~6 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-1~-1.5 |
Đơn vị :3.0
|
| 6 |
N2/Không khí |
1,5~2 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-2~-3 |
Đơn vị :3,5-4,0
|
| 8 |
N2/Không khí |
0,6 ~ 0,7 |
3000 |
5000 |
100 |
16~18 |
0.5 |
-3~-4 |
Đơn vị :4.0
|
| Đồng thau |
1 |
N2/Không khí |
37~40 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0 |
Đơn vị :1.0-1.5
|
| 2 |
N2/Không khí |
14~16 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0,5 |
Đơn vị :1,5-2.0
|
| 3 |
N2/Không khí |
7~9 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0,5 |
Đơn vị :2.0-3.0
|
| 4 |
N2/Không khí |
3~4 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-1~-1.5 |
Đơn vị :3.0
|
| 6 |
N2/Không khí |
1,2 ~ 1,5 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-2~-3 |
Đơn vị :3,5-4,0
|
| 8 |
N2/Không khí |
0,5 ~ 0,6 |
3000 |
5000 |
100 |
16~18 |
0.5 |
-3~-4 |
Đơn vị :4.0
|
|
Độ dày màu xanh lá cây cho thấy nó có thể được chế biến trong thời gian dài và trong các lô lớn. |
| Độ dày màu vàng có thể được chế biến theo lô nhỏ, nhưng với sự gia tăng nhiệt độ vật liệu, dao động áp suất không khí cắt, thành phần tấm không đồng đều và các yếu tố khác dao động, và quá trình chế biến có thể không ổn định. Nó được khuyến cáo sử dụng một laser công suất cao hơn. |
| Độ dày màu đỏ có thể được cắt, có thể được chống, nhưng không phù hợp với chế biến hàng loạt. |
| Ghi chú |
1. Dữ liệu cắt này sử dụng đầu cắt lấy nét tự động Procutter C9 F200 (+15 đến -30) và tỷ lệ quang là 100/200 (khoảng tiêu cự của gương tập trung/collimation); |
| 2. Khí phụ trợ cắt: oxy lỏng (sạch 99,99%), nitơ lỏng (sạch 99,999%), Không khí (phục lọc dầu và nước); |
| 3. Áp suất không khí của dữ liệu cắt này đề cập đến áp suất không khí theo dõi tại đầu cắt; |
| 4. Do sự khác biệt trong cấu hình thiết bị và quy trình cắt (cỗ máy công cụ, làm mát bằng nước, môi trường, vòi phun khí cắt và áp suất khí, v.v.) được các khách hàng khác nhau sử dụng, dữ liệu này chỉ dùng để tham khảo. |
|
Đặc điểm thiết bị
Máy công cụ
Máy công cụ được hàn như một toàn thể, và xử lý sau khi ủ để loại bỏ căng thẳng bên trong. Quá trình hàn→mắc để loại bỏ căng thẳng bên trong→quá trình thô →cách lão hóa rung động→quá trình hoàn thiện, giải quyết tốt hơn căng thẳng do hàn và chế biến gây ra, do đó cải thiện đáng kể sự ổn định của máy công cụ và duy trì độ chính xác của máy công cụ trong một thời gian dài.
Công ty có bộ phận chế biến gantry và bộ phận chế biến gia công, chủ yếu là để sản xuất tất cả các bộ máy công cụ, chùm, cơ sở và các bộ phận máy khác của công ty. Khác biệt với các nhà sản xuất tích hợp laser khác, tất cả các bộ phận cấu trúc của công ty chúng tôi được xử lý độc lập bởi chúng tôi và không có bất kỳ sản phẩm sản xuất bên ngoài nào khác. Chất lượng chế biến phù hợp với chất lượng sản phẩm, thời gian sản xuất của thiết bị được đảm bảo và nó được liên kết với chất lượng cuối cùng của sản phẩm, do đó chất lượng của mỗi sản phẩm laser trong laser dapeng là phù hợp.
Máy công cụ được ghép với cấu trúc thông qua vuông và tấm hướng dẫn được làm bằng tấm cơ sở 30 mm + hàn.
Có 2 ống dẫn không khí bên trong giường máy để tạo thành một cấu trúc hút không khí hình chữ Y, và đường kính của ống dẫn không khí được mở rộng lên 250 mm, tạo ra một ống thông gió mịn màng hơn và đảm bảo hiệu quả hút không khí tuyệt vời.
Các đường thông vuông hút khí (250 * 250mm) ở cả hai bên được lắp đặt với các ngăn thiết bị hút khí.
Có 2 tấm hướng dẫn bàn làm việc ở bên trái và bên phải, dày 16 mm.
Máy công cụ được trang bị rack kép, hướng dẫn kép và cấu trúc ổ đĩa bốn khối trượt. Đường sắt hướng dẫn sử dụng thương hiệu SHAC và độ chính xác hạng H (trang tiến) loại tải trọng nặng. Vỏ bảo vệ là loại hoàn toàn kín, chống cháy nhẹ và chống dầu. Cây gầm sử dụng dòng SHGH của thương hiệu JT từ Đài Loan và răng nghiêng M2 có độ chính xác 6 cấp.
Phần dưới của giường máy là một thùng bơm bên, thuận tiện để xả vật liệu, và chiều rộng hẹp hơn thuận lợi cho việc loại bỏ bụi; Bàn chân đất là hỗ trợ điều chỉnh chân đất được thiết kế mới, có thể tăng cường sự ổn định tổng thể của máy sau khi thử nghiệm; Khu vực thông gió được đóng quanh để có Màn chắn niêm phong loại loại khúc điện đảm bảo hiệu quả của đầu trước của máy mà không làm tăng khúc điện.
Bề mặt của giá đỡ hướng dẫn mới áp dụng thiết kế tối ưu hóa, và giảm thiểu chế biến, tiết kiệm chi phí và tăng cấu trúc hoàn dầu của đường ray hướng dẫn, có thể nhận ra bôi trơn tự động của đường ray hướng dẫn ở giai đoạn sau, và không còn sử dụng bơm dầu màu vàng thủ công, tránh rất nhiều tình huống



 EN
EN
 AR
AR
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 VI
VI
 TH
TH
 TR
TR
 FA
FA
 GA
GA
