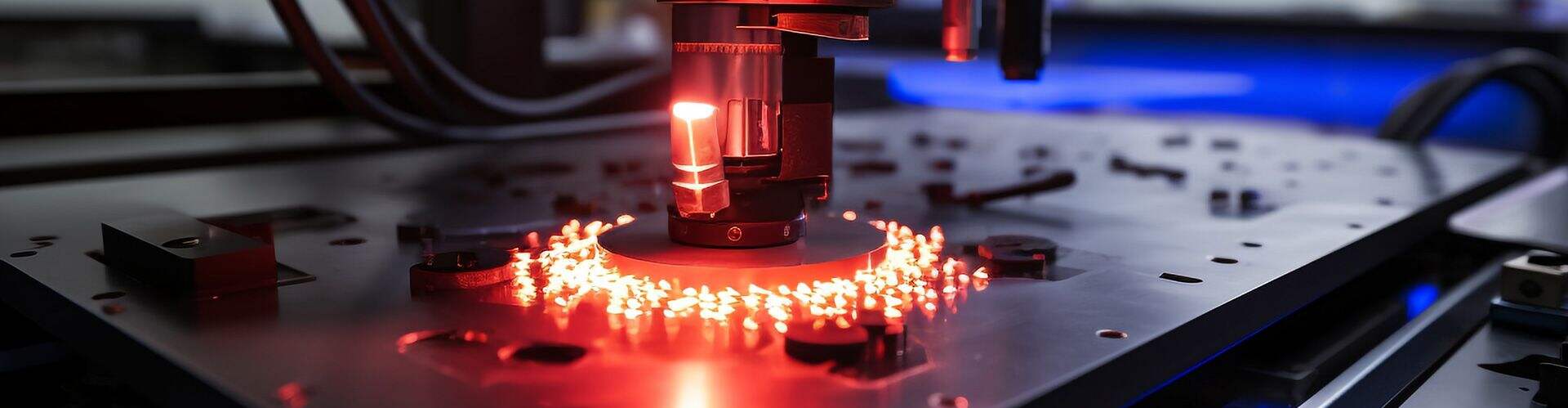
หลักการตัดเลเซอร์
วงศ์เลเซอร์ถูกเน้นในจุดเล็ก ๆ ของแสงเพื่อให้มีความหนาแน่นของพลังงานสูงในจุดจุดจุดจุดจุด ในเวลานี้ ความร้อนที่เข้าของรังสี (แปลงโดยพลังงานแสง) กว่ามากส่วนที่สะท้อน, นําและกระจายของวัสดุ ซึ่งถูกทําความร้อนอย่างรวดเร็วถึงอุณหภูมิการปั๊มเปลือกเพื่อสร้างรู
คุณลักษณะของการตัดเลเซอร์
1. การประชุม คุณลักษณะของเครื่องตัดเลเซอร์: ช่องแคบ, การปรับแปลงเล็ก, ความละเอียดสูง, ความเร็วเร็วและประสิทธิภาพสูง
2. การใช้ พลังงานเลเซอร์ถูกแปลงเป็นพลังงานความร้อนที่น่าทึ่ง ซึ่งสามารถเก็บไว้ในพื้นที่เล็กมาก ดังนั้นการตัดเลเซอร์สามารถให้ช่องแฉกขอบตรงแคบ
3. การ สร้าง ราศีเลเซอร์ไม่ใช้แรงใด ๆ บนชิ้นงานและมันเป็นการตัดที่ไม่สัมผัส ซึ่งหมายความว่าไม่มีการปรับปรุงทางกลของชิ้นงาน ไม่มีการปรับปรุงเครื่องมือตัดและไม่มีความต้องการในการเปลี่ยนเครื่องมือตัด มันไม่จําเป็นต้องพิจารณาความแข็งแรงของวัสดุระหว่างการตัด ความสามารถในการตัดเลเซอร์ไม่ได้ถูกส่งผลกระทบโดยความแข็งแรงของวัสดุ
4. รางเลเซอร์สามารถควบคุมได้อย่างสูง และมีความปรับตัวและความยืดหยุ่นสูง ทําให้เข้าใจการผลิตการตัดอัตโนมัติได้ง่าย
การจัดตั้งหลัก
เลขที่ |
ชื่อ |
ยี่ห้อ |
ปริมาณ |
สถานที่ผลิต |
1 |
แหล่งกำเนิดเลเซอร์ |
มากที่สุด |
1 |
จีน |
2 |
หัวตัด |
ดับเบิลยูเอสเอ็กซ์ |
1 |
จีน |
3 |
พ รางที่มีความแม่นยำ |
เจที |
3 |
T อิวาน จีน |
4 |
เรเดュเซอร์ |
เทคเมค |
3 |
เยอรมนี |
5 |
เครื่องยนต์เซอร์โว |
เดลต้า |
4 |
ไต้หวัน, ประเทศจีน |
6 |
ไกด์/สกรูนำที่มีความแม่นยำ |
SHAC |
4 |
ไต้หวัน, ประเทศจีน |
7 |
ระบบควบคุมเลข |
Friendess Electronics |
1 |
จีน |
8 |
การควบคุมไฟฟ้า |
ออมรอน/ ชไนเดอร์ /Airtac |
1 |
ญี่ปุ่น/ฝรั่งเศส/ไต้หวัน, จีน |
9 |
เครื่องเย็น |
HanLi HL-3000 |
1 |
จีน |
10 |
เครื่องมือ |
เลเซอร์ DP |
1 |
จีน |
พารามิเตอร์ทางเทคนิค
เลขที่ |
ปริมาตรการทํางาน |
1 |
กำลังเลเซอร์ |
3000w |
2 |
ขอบเขตการประมวลผล (ยาว*กว้าง) |
ขนาด 3000 mm × 1500 mm |
3 |
การเดินทางในแกน X |
1520 มิลลิเมตร |
4 |
การเดินทางในแกน Y |
3020 มิลลิเมตร |
5 |
การเดินทางในแกน Z |
ขนาด 260 มม. |
6 |
ความแม่นยำในการวางตำแหน่งแกน X/Y แบบเดี่ยว |
0.02 มิลลิเมตร/เมตร |
7 |
ความแม่นยำในการวางตำแหน่งซ้ำของแกน X/Y |
+ 0.02mm |
8 |
ความเร็วสูงสุด |
110m/min |
9 |
ความเร่งสูงสุด |
1.5G |
10 |
ประเภทระบบควบคุมเชิงตัวเลข |
การควบคุมแบบบัส |
11 |
ความจุสูงสุดของโต๊ะทำงาน |
900 กิโลกรัม |
12 |
เลขระยะ |
3 |
13 |
แรงดันไฟฟ้าที่ให้คะแนน |
380V |
14 |
ความถี่ |
50Hz |
15 |
ระดับการป้องกันของแหล่งจ่ายไฟหลัก |
IP54 |
| MFSC-3000 ((50μm) ปารามิเตอร์การตัด |
| วัสดุ |
ความหนา (มม )
|
แก๊ส |
ความเร็ว (ม./นาที )
|
พลังงาน (W )
|
ความถี่ (Hz )
|
วงจรทํางาน (%)
|
ความดัน (บาร์ )
|
ความสูงการตัด (มม )
|
โฟกัส |
ช่อง |
เหล็กคาร์บอน
(Q235B )
|
1 |
N2/อากาศ |
47 ~ 50 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0 |
คนเดียว :1.0
|
| 2 |
N2/อากาศ |
21 ~ 23 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0.5 |
คนเดียว :1.5
|
| 3 |
N2/อากาศ |
6 ~ 12 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-1 ~ -1.5 |
คนเดียว :3.0
|
| O2 |
3.9 ~ 4.1 |
3000 |
5000 |
100 |
0.6 ~ 0.9 |
0.8 |
4.5 ~ 5.5 |
คู่ :1.2
|
| 4 |
O2 |
3.4 ~ 3.6 |
3000 |
5000 |
100 |
0.6 ~ 0.9 |
0.8 |
4.5 ~ 5.5 |
คู่ :1.2
|
| 6 |
O2 |
2.7 ~ 2.8 |
3000 |
5000 |
100 |
0.6 ~ 0.9 |
0.8 |
4.5 ~ 5.5 |
คู่ :1.2
|
| 8 |
O2 |
2.1 ~ 2.3 |
3000 |
5000 |
100 |
0.6 ~ 0.9 |
0.8 |
4.5 ~ 5.5 |
คู่ :1.2
|
| 10 |
O2 |
1.4 ~ 1.6 |
3000 |
5000 |
100 |
0.6 ~ 0.9 |
0.8 |
4.5 ~ 5.5 |
คู่ :1.4
|
| 12 |
O2 |
1 ~ 1.1 |
2200 ~ 2400 |
5000 |
100 |
0.6 ~ 0.9 |
1.5 |
2 ~ 3 |
คู่ :3.0
|
| 14 |
O2 |
0.9 ~ 0.95 |
2200 ~ 2400 |
5000 |
100 |
0.6 ~ 0.9 |
1.5 |
2 ~ 3 |
คู่ :4.0
|
| 16 |
O2 |
0.8 ~ 0.85 |
2200 ~ 2400 |
5000 |
100 |
0.6 ~ 0.9 |
1.5 |
2.5 ~ 3.5 |
คู่ :4.0
|
| 18 |
O2 |
0.7 ~ 0.72 |
2200 ~ 2400 |
5000 |
100 |
0.6 ~ 0.9 |
1.5 |
2.5 ~ 3.5 |
คู่ :4.0
|
| 20 |
O2 |
0.6 ~ 0.65 |
2200 ~ 2400 |
5000 |
100 |
0.6 ~ 0.9 |
1.5 |
2.5 ~ 3.5 |
คู่ :4.0
|
| 22 |
O2 |
0.55 |
2200 ~ 2400 |
5000 |
100 |
0.6 ~ 0.9 |
1.5 |
2.5 ~ 3.5 |
คู่ :4.0
|
| 25 |
O2 |
0.5 |
2200 ~ 2500 |
5000 |
100 |
0.6 ~ 0.9 |
1.5 |
2.5 ~ 4 |
คู่ :5.0
|
เหล็กกล้าไม่สนิม
(SUS304 )
|
1 |
N2/อากาศ |
50 ~ 53 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0 |
คนเดียว :1.5
|
| 2 |
N2/อากาศ |
23 ~ 25 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0.5 |
คนเดียว :2.0
|
| 3 |
N2/อากาศ |
10~12 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-1 ~ -1.5 |
คนเดียว :3.0
|
| 4 |
N2/อากาศ |
6 ~ 8 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-2 ~-2.5 |
คนเดียว :3.0
|
| 6 |
N2/อากาศ |
2.9 ~ 3.1 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-3.5~-4 |
คนเดียว :3.0
|
| 8 |
N2/อากาศ |
1.2 ~ 1.3 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
-5~-6 |
คนเดียว :3.0
|
| 10 |
N2/อากาศ |
0.75 ~ 0.8 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
-6.5 ~-7 |
คนเดียว :4.0
|
| 12 |
N2/อากาศ |
0.5 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
-7.5~-8.5 |
คนเดียว :4.0
|
| อลูมิเนียม |
1 |
N2/อากาศ |
40 ~ 43 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0 |
คนเดียว :1.0-1.5
|
| 2 |
N2/อากาศ |
16 ~ 18 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0.5 |
คนเดียว :1.5-2.0
|
| 3 |
N2/อากาศ |
8 ~ 10 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0.5 |
คนเดียว :2.0-3.0
|
| 4 |
N2/อากาศ |
5 ~ 6 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-1 ~ -1.5 |
คนเดียว :3.0
|
| 6 |
N2/อากาศ |
1.5 ~ 2 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-2~-3 |
คนเดียว :3.5-4.0
|
| 8 |
N2/อากาศ |
0.6 ~ 0.7 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
-3~-4 |
คนเดียว :4.0
|
| ทองเหลือง |
1 |
N2/อากาศ |
37 ~ 40 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0 |
คนเดียว :1.0-1.5
|
| 2 |
N2/อากาศ |
14 ~ 16 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0.5 |
คนเดียว :1.5-2.0
|
| 3 |
N2/อากาศ |
7 ~ 9 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0.5 |
คนเดียว :2.0-3.0
|
| 4 |
N2/อากาศ |
3 ~ 4 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-1 ~ -1.5 |
คนเดียว :3.0
|
| 6 |
N2/อากาศ |
1.2 ~ 1.5 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-2~-3 |
คนเดียว :3.5-4.0
|
| 8 |
N2/อากาศ |
0.5 ~ 0.6 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
-3~-4 |
คนเดียว :4.0
|
|
ความหนาสีเขียวแสดงว่ามันสามารถแปรรูปได้นานและในชุดใหญ่ |
| ความหนาในสีเหลืองสามารถแปรรูปในชุดเล็ก ๆ แต่เมื่ออุณหภูมิวัสดุเพิ่มขึ้น ความดันอากาศในการตัด, การประกอบแผ่นที่ไม่เท่าเทียมกันและปัจจัยอื่น ๆ จะเปลี่ยนแปลง และกระบวนการแปรรูปอาจไม่มั่นคง แนะนําให้ใช้เลเซอร์พลังงานสูงกว่า |
| ความหนาในสีแดงสามารถตัดได้ สามารถเป็นการแก้ไข แต่ไม่เหมาะสําหรับการแปรรูปชุด |
| หมายเหตุ |
1. การประชุม ข้อมูลการตัดนี้ใช้หัวตัดที่ใช้การจับแน่นแบบอัตโนมัติของ Procutter C9 F200 (+15 ถึง -30) และสัดส่วนทางออทติกส์คือ 100/200 (ความยาวจุดเฉียบของกระจกจับแน่น/จับแน่น); |
| 2. การใช้ ก๊าซช่วยตัด: ไอน้ําออกซิเจนเหลว (ความบริสุทธิ์ 99.99%), ไนโตรเจนเหลว (ความบริสุทธิ์ 99.999%), อากาศ (การกรองน้ํามันและน้ํา); |
| 3. การ สร้าง ความดันอากาศของข้อมูลการตัดนี้หมายถึงความดันอากาศที่ติดตามที่หัวตัด |
| 4. เนื่องจากความแตกต่างในระบบการจัดตั้งอุปกรณ์และกระบวนการตัด (เครื่องมือเครื่องจักร, การเย็นน้ํา, สิ่งแวดล้อม, กระปุกแก๊สตัดและความดันแก๊ส, ฯลฯ) ที่นํามาใช้โดยลูกค้าที่แตกต่างกัน, ข้อมูลนี้มีเพียงเพื่ออ้างอ |
|
คุณลักษณะของอุปกรณ์
เครื่องมือ
เครื่องมือเครื่องจักรถูกผสมเป็นทั้งใบ และแปรรูปหลังจากการผสมเพื่อกําจัดความเครียดภายใน กระบวนการคือการปั่น→ปรับปรุงเพื่อกําจัดความเครียดภายใน→กระบวนการคัดกรอบ→กระบวนการชราตัวด้วยสั่น→กระบวนการทําสําเร็จ ซึ่งแก้ไขความเครียดที่เกิดจากการปั่นและการแปรรูปได้ดีขึ้น โดยปรับปรุงความมั่นคงของเครื่อง
บริษัทมีส่วนประมวลผล gantry และส่วนประมวลผลเครื่องจักร ซึ่งเป็นส่วนใหญ่สําหรับการผลิตเครื่องมือเครื่องจักรทั้งหมดของบริษัท, ราง, ฐานและชิ้นส่วนเครื่องจักรอื่น ๆ ยิ่งแตกต่างจากผู้ผลิตการบูรณาการเลเซอร์อื่น ๆ ส่วนผังทั้งหมดของบริษัทของเราถูกแปรรูปโดยอิสระโดยเราและไม่มีผลิตภัณฑ์การผลิตภายนอกอื่น ๆ คุณภาพการแปรรูปสอดคล้องกับคุณภาพสินค้า ระยะเวลาการผลิตของอุปกรณ์ถูกรับประกัน และเชื่อมโยงกับคุณภาพสุดท้ายของสินค้า ดังนั้นคุณภาพของสินค้าเลเซอร์แต่ละชิ้นในเลเซอร์ dapeng จะสอดคล้อง
เครื่องมือเครื่องมีโครงสร้างสี่เหลี่ยมและแผ่นนําทําจาก 30 มมพื้นแผ่น + การปั่น
มีท่ออากาศ 2 ช่องภายในเตียงเครื่อง เพื่อสร้างโครงสร้างการดูดอากาศทรง Y และเส้น径 ของท่ออากาศถูกขยายเป็น 250 mm ซึ่งสร้างท่ออากาศเรียบเรียบและให้ประกันผลการดูดอากาศที่ดีที่สุด
การออกอากาศสี่เหลี่ยมผ่าน (250 * 250 มม) ในทั้งสองข้างถูกติดตั้งกับส่วนที่แยกอุปกรณ์ออกอากาศ
มีแผ่นนําโต๊ะทํางาน 2 ด้านซ้ายและขวา ความหนา 16 มม.
เครื่องมือมีเรคคู่, คู่นําคู่และโครงสร้างขับเคลื่อนสี่บล็อกเลื่อน รถไฟทางนําใช้แบรนด์ SHAC และความละเอียดของชนิดภาระหนักประเภท H (ระดับสูง) หมวกปกป้องเป็นแบบปิดเต็ม และทนไฟและทนน้ํามัน ราคใช้ SHGH ซีรีส์ของ JT แบรนด์จากไต้หวัน และฟันอับ M2 ความละเอียด 6 ระดับ
ด้านล่างของเตียงเครื่องมีกระดูกปั๊มข้าง ซึ่งสะดวกสําหรับการปล่อยวัสดุ และความกว้างที่แคบกว่าจะช่วยในการกําจัดฝุ่น พล็อตปิดการดึงลมแบบ gradient รับประกันผลของด้านหน้าของเครื่องโดยไม่เพิ่มการดึงลมแบบแบ่งแยก
พื้นผิวของเรคนําทางใหม่รับรองการออกแบบที่ปรับปรุงให้ดีที่สุด และลดการประมวลผลให้น้อยที่สุด ประหยัดค่าใช้จ่าย และเพิ่มโครงสร้างการคืนน้ํามันของรถไฟนําทาง ซึ่งสามารถทําความเข้าใจการปรับน้ํามันของรถไฟนําทางอัตโนมัติในช่วงหลัง



 EN
EN
 AR
AR
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 VI
VI
 TH
TH
 TR
TR
 FA
FA
 GA
GA
