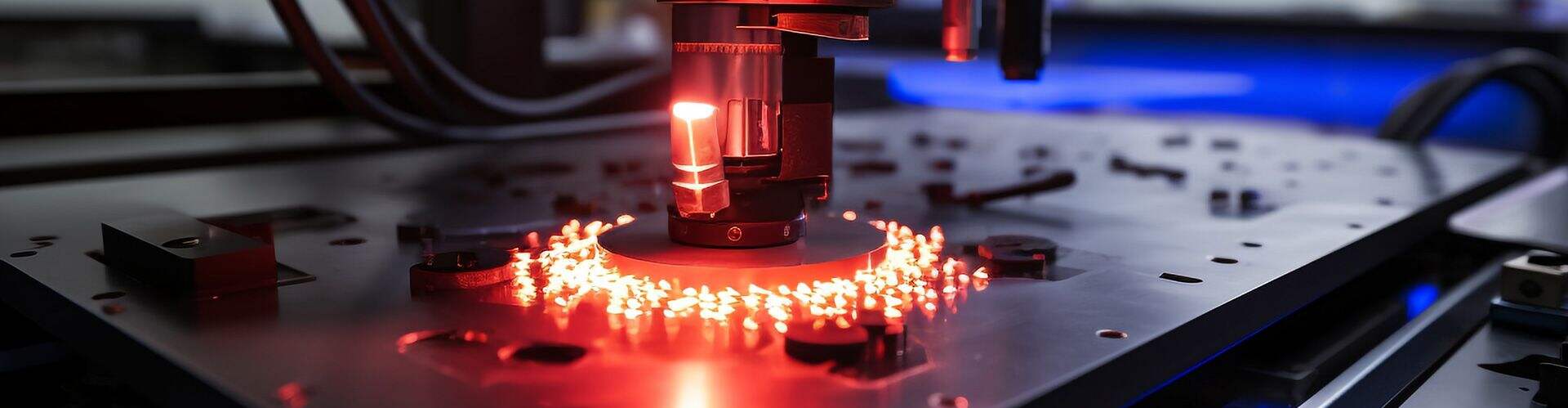
Принцип лазерной резки
Лазерный луч фокусируется в небольшой точке света, чтобы достичь высокой плотности мощности в очаговой точке. В это время тепловой вход луча (переведенный энергией света) значительно превышает отраженную, проводимую и диффузную часть материала, которая быстро нагревается до температуры испарения, образуя отверстие.Поскольку луч движется линейно относительно материала, отверсти
Характеристики лазерной резки
1. - Посмотрите. Характеристики лазерной режущей машины: узкий щелчок, небольшая деформация, высокая точность, высокая скорость и высокая эффективность.
2. Посмотрите. Энергия лазера преобразуется в удивительную тепловую энергию, которая может сохраняться на очень маленькой площади, поэтому лазерная резка может обеспечить узкий прямой щель, самую маленькую зону, подверженную воздействию тепла вблизи края резки, и крошечную мест
3. Посмотрите. Лазерный луч не оказывает никакой силы на деталь, и это бесконтактная резка, что означает, что нет механической деформации на деталь, нет деформации режущего инструмента и нет необходимости замены режущего инструмента. При резке не нужно учитывать твердость материала, на способность лазерной резки не влияет твердость материала.
4. Немедленно. Лазерный луч очень управляемый и имеет высокую адаптивность и гибкость, что позволяет легко реализовать автоматическое производство резки.
Основные конфигурации
Нет. |
Имя |
Бренд |
КОЛИЧЕСТВО |
Место производства |
1 |
Лазерный источник |
макс |
1 |
Китай |
2 |
Главная резка |
WSX |
1 |
Китай |
3 |
Р резионная стойка |
Д.Т. |
3 |
т Айван, Китай |
4 |
РЕДУКТОР |
TECHMECH |
3 |
Германия |
5 |
Сервомотор |
Дельта |
4 |
Тайвань, Китай |
6 |
Точный гид/свинцовый винт |
SHAC |
4 |
Тайвань, Китай |
7 |
Система цифрового управления |
Электроника Friendess |
1 |
Китай |
8 |
Электрическое управление |
Омрон/ Шнайдер /Airtac |
1 |
Япония/Франция/Тайвань, Китай |
9 |
Чиллер |
HanLi HL-3000 |
1 |
Китай |
10 |
Машины-инструменты |
DP лазер |
1 |
Китай |
Технические параметры
Нет. |
Параметры производительности |
1 |
Мощность лазера |
3000 Вт |
2 |
Диапазон обработки (L*W) |
3000 мм × 1500 мм |
3 |
Ход по оси X |
1520 мм |
4 |
Ход по оси Y |
3020 мм |
5 |
Ход по оси Z |
260мм |
6 |
Точность позиционирования на одной оси X/Y |
0,02 мм/м |
7 |
Точность повторного позиционирования оси X/Y |
+ 0.02mm |
8 |
Максимальная скорость |
110 м/мин |
9 |
Максимальное ускорение |
1.5G |
10 |
Тип системы цифрового управления |
Управление автобусом |
11 |
Максимальная грузоподъемность рабочей скамьи |
900 кг |
12 |
Номер фазы |
3 |
13 |
Номинальное напряжение питания |
380В |
14 |
Частота |
50Гц |
15 |
Уровень защиты основного источника питания |
IP54 |
| MFSC-3000 ((50μm) Параметр резки |
| Материал |
Толщина (мм )
|
Газ |
Скорость (м/мин )
|
Мощность (В )
|
Частота (Гц )
|
Цикл работы (%)
|
Давление (Штанга )
|
Высота резки (мм )
|
Фокус |
Насадка |
Углеродистая сталь
(Q235B )
|
1 |
N2/воздух |
47 ~ 50 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0 |
Одинокий :1.0
|
| 2 |
N2/воздух |
21 ~ 23 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0,5 |
Одинокий :1.5
|
| 3 |
N2/воздух |
6 ~ 12 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-1 ~ -1,5 |
Одинокий :3.0
|
| О2 |
3,9 - 4,1 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5-5,5 |
двойной :1.2
|
| 4 |
О2 |
3,4 ~ 3,6 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5-5,5 |
двойной :1.2
|
| 6 |
О2 |
2,7 ~ 2,8 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5-5,5 |
двойной :1.2
|
| 8 |
О2 |
2.1 ~ 2.3 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5-5,5 |
двойной :1.2
|
| 10 |
О2 |
1,4 ~ 1,6 |
3000 |
5000 |
100 |
0,6 ~ 0,9 |
0.8 |
4,5-5,5 |
двойной :1.4
|
| 12 |
О2 |
1 ~ 1,1 |
2200 ~ 2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2 ~ 3 |
двойной :3.0
|
| 14 |
О2 |
0,9 ~ 0,95 |
2200 ~ 2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2 ~ 3 |
двойной :4.0
|
| 16 |
О2 |
0,8 ~ 0,85 |
2200 ~ 2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5 ~ 3,5 |
двойной :4.0
|
| 18 |
О2 |
0,7 ~ 0,72 |
2200 ~ 2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5 ~ 3,5 |
двойной :4.0
|
| 20 |
О2 |
0,6 ~ 0,65 |
2200 ~ 2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5 ~ 3,5 |
двойной :4.0
|
| 22 |
О2 |
0.55 |
2200 ~ 2400 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5 ~ 3,5 |
двойной :4.0
|
| 25 |
О2 |
0.5 |
2200 ~ 2500 |
5000 |
100 |
0,6 ~ 0,9 |
1.5 |
2,5 ~ 4 |
двойной :5.0
|
Stainless Steel
(SUS304 )
|
1 |
N2/воздух |
50 ~ 53 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0 |
Одинокий :1.5
|
| 2 |
N2/воздух |
23 ~ 25 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0,5 |
Одинокий :2.0
|
| 3 |
N2/воздух |
10~12 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-1 ~ -1,5 |
Одинокий :3.0
|
| 4 |
N2/воздух |
6 ~ 8 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-2 ~ -2,5 |
Одинокий :3.0
|
| 6 |
N2/воздух |
2,9 ~ 3,1 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-3,5 ~-4 |
Одинокий :3.0
|
| 8 |
N2/воздух |
1,2 ~ 1,3 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
-5~6 |
Одинокий :3.0
|
| 10 |
N2/воздух |
0,75 ~ 0,8 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
-6,5 ~-7 |
Одинокий :4.0
|
| 12 |
N2/воздух |
0.5 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
-7,5 ~-8,5 |
Одинокий :4.0
|
| Алюминий |
1 |
N2/воздух |
40 ~ 43 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0 |
Одинокий :1,0-1,5
|
| 2 |
N2/воздух |
16 ~ 18 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0,5 |
Одинокий :1,5-2,0
|
| 3 |
N2/воздух |
8 ~ 10 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0,5 |
Одинокий :2,0-3,0
|
| 4 |
N2/воздух |
5 ~ 6 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-1 ~ -1,5 |
Одинокий :3.0
|
| 6 |
N2/воздух |
1,5 ~ 2 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
- Два-три. |
Одинокий :3,5-4,0
|
| 8 |
N2/воздух |
0,6 ~ 0,7 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
- Три-четыре. |
Одинокий :4.0
|
| Латунь |
1 |
N2/воздух |
37 ~ 40 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0 |
Одинокий :1,0-1,5
|
| 2 |
N2/воздух |
14 ~ 16 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0,5 |
Одинокий :1,5-2,0
|
| 3 |
N2/воздух |
7 ~ 9 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
0~-0,5 |
Одинокий :2,0-3,0
|
| 4 |
N2/воздух |
3 ~ 4 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
-1 ~ -1,5 |
Одинокий :3.0
|
| 6 |
N2/воздух |
1,2 ~ 1,5 |
3000 |
5000 |
100 |
12 ~ 16 |
0.5 |
- Два-три. |
Одинокий :3,5-4,0
|
| 8 |
N2/воздух |
0,5-0,6 |
3000 |
5000 |
100 |
16 ~ 18 |
0.5 |
- Три-четыре. |
Одинокий :4.0
|
|
Толщина в зеленом цвете указывает на то, что он может быть обработан в течение длительного периода времени и в больших партиях. |
| Толщину в желтом цвете можно обрабатывать небольшими партиями, но с увеличением температуры материала колебания давления срезающего воздуха, неравномерный состав пластины и другие факторы колеблются, и процесс обработки может быть нестабильным. Рекомендуется использовать лазер более высокой мощности. |
| Толщину в красном можно разрезать, можно прокачать, но не подходит для обработки партий. |
| Примечание |
1. - Посмотрите. Данные о резке используют Procutter C9 F200 (+15 до -30) автоматически фокусирующую режущую головку, а оптическое соотношение 100/200 (фокусное расстояние коллимации/фокусирующего зеркала); |
| 2. Посмотрите. Газ-помощник для резки: жидкий кислород (чистота 99,99%), жидкий азот (чистота 99,999%), воздух (фильтрация масла и воды); |
| 3. Посмотрите. Давление воздуха в данных о резке относится к давлению воздуха на режущей головке; |
| 4. Немедленно. Из-за различий в конфигурации оборудования и процессе резки (инструмент машины, охлаждение водой, окружающая среда, режущая газовая сосна и давление газа и т.д.), принятые различными заказчиками, данные предназначены только для справки. |
|
Характеристики оборудования
Машины-инструменты
Машинный инструмент сваривается в целом и обрабатывается после отжига для устранения внутреннего напряжения. Процесс является сваркой→сжиганием для устранения внутреннего напряжения→процесса грубости→вибрационного старения→процесса отделки, который лучше решает напряжение, вызванное сваркой и обработкой, тем самым значительно улучшая стабильность станка и сохраняя точность станка
Компания имеет отдел обработки порти и отдел обработки станков, которые в основном предназначены для производства всех полных комплектов станков, балка, основы и других деталей машины. В отличие от других производителей лазерной интеграции, все структурные части нашей компании обрабатываются нами самостоятельно и без каких-либо других внешних продуктов производства. Качество обработки соответствует качеству продукции, гарантируется период производства оборудования и связано с конечным качеством продукции, поэтому качество каждого лазерного продукта в лазерной системе dapeng является последовательным.
Скрепительная машина с квадратной проходной структурой, а направляющая плита изготовлена из 30 мм основной пластины + сварки.
Внутри машины имеется 2 воздушных канала, чтобы сформировать структуру вытяжки воздуха в форме Y, а диаметр воздушного канала увеличен до 250 мм, что создает более гладкий вентиляционный канал и обеспечивает отличный эффект вытяжки воздуха.
Квадратный проход (250*250 мм) на обеих сторонах устанавливается с разделенным устройством для вытяжки воздуха.
На левом и правом боковых столах расположены две пластинки с указателями толщиной 16 мм.
Станция оборудована двойной стойкой, двойным рулевым приводом и четырехдвигательными блоками. На рулевой рельсе используется марка SHAC и высокая точность тяжелого груза типа H класса (продвинутая). Защитный чехл полностью закрытый, легкий огнестойкий и не подверженный применению масла. В стойке используются SHGH серии JT марки из Тайваня и M2 косые зубы 6-уровневой точности.
Нижняя часть машинного ложка представляет собой боковую насосную лопатку, которая удобна для выгрузки материалов, а более узкая ширина способствует удалению пыли; Наземная стопа - это недавно разработанная поддержка регулировки наземной стопы, которая может повысить общую стабильность маши Утеплительная плита для вытяжки воздуха с градиентным типом обеспечивает действие передней части машины без увеличения сегментированного вытяжения воздуха.
Поверхность нового гидоустановочного стойки принимает оптимизированную конструкцию, и минимизирует обработку, экономит затраты и увеличивает структуру возврата масла гидоустановочной рельсы, которая может реализовать автоматическую смазку гидоустановочной рельсы на более позднем



 EN
EN
 AR
AR
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 VI
VI
 TH
TH
 TR
TR
 FA
FA
 GA
GA
