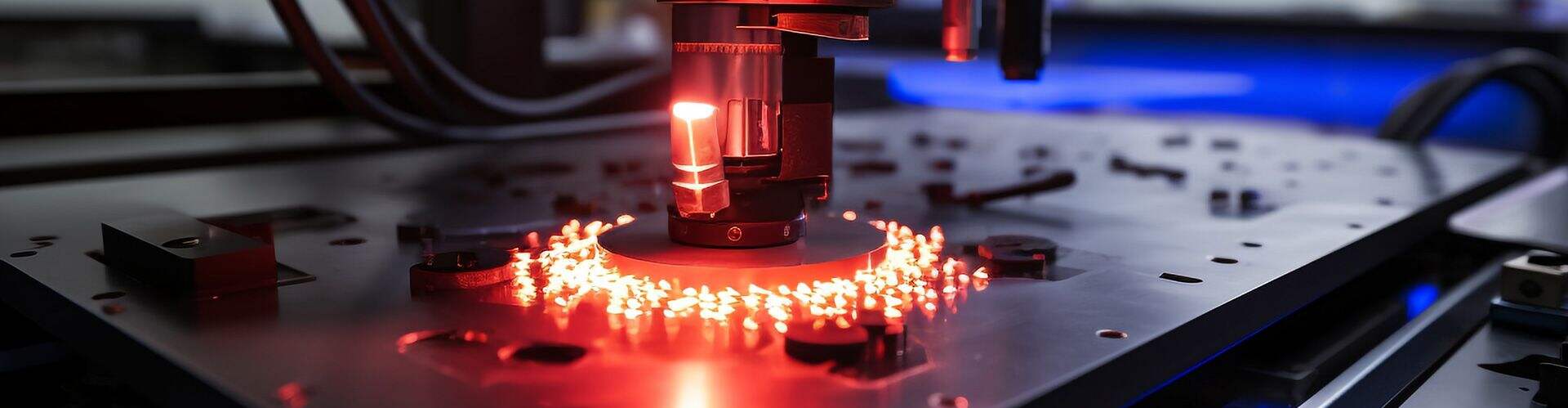
مبدأ قطع الليزر
يتم تركيز شعاع الليزر على نقطة ضوئية صغيرة لتحقيق كثافة طاقة عالية في النقطة المحورية. في هذا الوقت، يزيد دخول الحرارة من الشعاع (الذي يتم تحويله عن طريق طاقة الضوء) بكثير عن الجزء المنعكس والموجه والمتشتت من المادة، والذي يتم تسخينه بسرعة إلى درجة حرارة التبخر لتشكيل ثقب.
خصائص قطع الليزر
1. خصائص آلة قطع الليزر: الشق الضيق، التشوه الصغير، الدقة العالية، السرعة السريعة والكفاءة العالية.
- 2. يتم تحويل طاقة الليزر إلى طاقة حرارية مذهلة والتي يمكن أن تبقى في منطقة صغيرة جدا، لذلك القطع بالليزر يمكن أن توفر شق ضيق من الحافة المستقيمة، أصغر منطقة متأثرة بالحرارة بالقرب من حافة القطع، وتشوه محلي صغير.
3. لا يمارس شعاع الليزر أي قوة على القطعة المعدة ، وهو قطع غير اتصال ، مما يعني أنه لا يوجد تشوه ميكانيكي للقطعة المعدة ، ولا تشوه لأداة القطع ولا حاجة إلى استبدال أداة القطع. لا يحتاج إلى النظر في صلابة المادة أثناء القطع ، ولا تتأثر قدرة القطع بالليزر بقسوة المادة.
4. شعاع الليزر قابلة للتحكم بشكل كبير ولها قدرة عالية على التكيف والمرونة، مما يسهل تحقيق الإنتاج التلقائي للقطع.
التكوينات الرئيسية
لا. |
الاسم |
علامة تجارية |
كمية |
مكان الإنتاج |
1 |
مصدر الليزر |
ماكس |
1 |
الصين |
2 |
رأس القطع |
WSX |
1 |
الصين |
3 |
فوسفور رف التقطيع |
جي تي |
3 |
ت أوان الصين |
4 |
المخفض |
(تيكميك) |
3 |
ألمانيا |
5 |
محرك الخدمة |
دلتا |
4 |
تايوان، الصين |
6 |
دليل الدقة / المسمار الرئيسي |
SHAC |
4 |
تايوان، الصين |
7 |
نظام التحكم العددي |
أجهزة " فرنديس " الإلكترونية |
1 |
الصين |
8 |
التحكم الكهربائي |
(أومرون) (شنايدر) /Airtac |
1 |
اليابان/فرنسا/تايوان، الصين |
9 |
مبرد |
هانلي HL-3000 |
1 |
الصين |
10 |
آلة أداة |
ليزر DP |
1 |
الصين |
المعلمات الفنية
لا. |
معايير الأداء |
1 |
قوة الليزر |
3000 واط |
2 |
نطاق المعالجة (L*W) |
3000ملم × 1500ملم |
3 |
حركة المحور X |
1520ملم |
4 |
حركة المحور Y |
3020ملم |
5 |
حركة المحور Z |
260مم |
6 |
دقة تحديد الموقع على المحور الواحد X/Y |
0.02 ملم/متر |
7 |
دقة تحديد المواقع المتكررة في محور X/Y |
+ 0.02 مم |
8 |
السرعة القصوى |
110m/min |
9 |
الحد الأقصى للتسارع |
1.5 جيجا |
10 |
نوع نظام التحكم العددي |
تحكم الحافلة |
11 |
أقصى قدرة على تحميل مقعد العمل |
900كجم |
12 |
رقم المرحلة |
3 |
13 |
الجهد القياسي للطاقة |
380 فولت |
14 |
التردد |
50هرتز |
15 |
مستوى الحماية لمصدر الطاقة الرئيسي |
IP54 |
| MFSC-3000 ((50μm) معيار القطع |
| المادة |
السماكة (مم )
|
الغاز |
السرعة (م/دقيقة )
|
طاقة (W )
|
التردد (هرتز )
|
دورة الواجب (%)
|
ضغط (بار )
|
ارتفاع القطع (مم )
|
فوkus |
فوهة |
الصلب الكربوني
(Q235B )
|
1 |
N2/الهواء |
47~50 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0 |
واحد :1.0
|
| 2 |
N2/الهواء |
21~23 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0.5 |
واحد :1.5
|
| 3 |
N2/الهواء |
6~12 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-1 ~ -1.5 |
واحد :3.0
|
| أوكسجين |
3.9 إلى 4.1 |
3000 |
5000 |
100 |
0.6 إلى 0.9 |
0.8 |
4.5 إلى 5.5 |
مزدوج :1.2
|
| 4 |
أوكسجين |
3.4 إلى 3.6 |
3000 |
5000 |
100 |
0.6 إلى 0.9 |
0.8 |
4.5 إلى 5.5 |
مزدوج :1.2
|
| 6 |
أوكسجين |
2.7 إلى 2.8 |
3000 |
5000 |
100 |
0.6 إلى 0.9 |
0.8 |
4.5 إلى 5.5 |
مزدوج :1.2
|
| 8 |
أوكسجين |
2.1 إلى 2.3 |
3000 |
5000 |
100 |
0.6 إلى 0.9 |
0.8 |
4.5 إلى 5.5 |
مزدوج :1.2
|
| 10 |
أوكسجين |
1.4 إلى 1.6 |
3000 |
5000 |
100 |
0.6 إلى 0.9 |
0.8 |
4.5 إلى 5.5 |
مزدوج :1.4
|
| 12 |
أوكسجين |
1~1.1 |
2200~2400 |
5000 |
100 |
0.6 إلى 0.9 |
1.5 |
2~3 |
مزدوج :3.0
|
| 14 |
أوكسجين |
0.9 إلى 0.95 |
2200~2400 |
5000 |
100 |
0.6 إلى 0.9 |
1.5 |
2~3 |
مزدوج :4.0
|
| 16 |
أوكسجين |
0.8 إلى 0.85 |
2200~2400 |
5000 |
100 |
0.6 إلى 0.9 |
1.5 |
2.5 إلى 3.5 |
مزدوج :4.0
|
| 18 |
أوكسجين |
0.7 إلى 0.72 |
2200~2400 |
5000 |
100 |
0.6 إلى 0.9 |
1.5 |
2.5 إلى 3.5 |
مزدوج :4.0
|
| 20 |
أوكسجين |
0.6 إلى 0.65 |
2200~2400 |
5000 |
100 |
0.6 إلى 0.9 |
1.5 |
2.5 إلى 3.5 |
مزدوج :4.0
|
| 22 |
أوكسجين |
0.55 |
2200~2400 |
5000 |
100 |
0.6 إلى 0.9 |
1.5 |
2.5 إلى 3.5 |
مزدوج :4.0
|
| 25 |
أوكسجين |
0.5 |
2200 ~ 2500 |
5000 |
100 |
0.6 إلى 0.9 |
1.5 |
2.5 ~ 4 |
مزدوج :5.0
|
ستانلس ستيل
(SUS304 )
|
1 |
N2/الهواء |
50~53 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0 |
واحد :1.5
|
| 2 |
N2/الهواء |
23~25 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0.5 |
واحد :2.0
|
| 3 |
N2/الهواء |
10~12 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-1 ~ -1.5 |
واحد :3.0
|
| 4 |
N2/الهواء |
6~8 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-2 ~ -2.5 |
واحد :3.0
|
| 6 |
N2/الهواء |
2.9 إلى 3.1 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-3.5~-4 |
واحد :3.0
|
| 8 |
N2/الهواء |
1.2 إلى 1.3 |
3000 |
5000 |
100 |
16~18 |
0.5 |
-5~-6 |
واحد :3.0
|
| 10 |
N2/الهواء |
0.75 إلى 0.8 |
3000 |
5000 |
100 |
16~18 |
0.5 |
-6.5 ~-7 |
واحد :4.0
|
| 12 |
N2/الهواء |
0.5 |
3000 |
5000 |
100 |
16~18 |
0.5 |
-7.5~-8.5 |
واحد :4.0
|
| الألمنيوم |
1 |
N2/الهواء |
40~43 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0 |
واحد :1.0-1.5
|
| 2 |
N2/الهواء |
16~18 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0.5 |
واحد :1.5-2.0
|
| 3 |
N2/الهواء |
8~10 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0.5 |
واحد :2.0-3.0
|
| 4 |
N2/الهواء |
5 ~ 6 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-1 ~ -1.5 |
واحد :3.0
|
| 6 |
N2/الهواء |
1.5 ~ 2 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-2~-3 |
واحد :3.5 إلى 4.0
|
| 8 |
N2/الهواء |
0.6 إلى 0.7 |
3000 |
5000 |
100 |
16~18 |
0.5 |
- 3 ~ 4 |
واحد :4.0
|
| نحاس |
1 |
N2/الهواء |
37~40 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0 |
واحد :1.0-1.5
|
| 2 |
N2/الهواء |
14~16 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0.5 |
واحد :1.5-2.0
|
| 3 |
N2/الهواء |
7~9 |
3000 |
5000 |
100 |
12~16 |
0.5 |
0~-0.5 |
واحد :2.0-3.0
|
| 4 |
N2/الهواء |
3~4 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-1 ~ -1.5 |
واحد :3.0
|
| 6 |
N2/الهواء |
1.2 إلى 1.5 |
3000 |
5000 |
100 |
12~16 |
0.5 |
-2~-3 |
واحد :3.5 إلى 4.0
|
| 8 |
N2/الهواء |
0.5 إلى 0.6 |
3000 |
5000 |
100 |
16~18 |
0.5 |
- 3 ~ 4 |
واحد :4.0
|
|
الخصائص الخضراء تشير إلى أنه يمكن معالجته لفترات طويلة من الزمن وفي دفعات كبيرة. |
| يمكن معالجة السماكة في اللون الأصفر في دفعات صغيرة ، ولكن مع زيادة درجة حرارة المواد ، يتقلب تقلب ضغط الهواء في القطع ، وتكوين اللوحات غير المتساوية وعوامل أخرى ، وقد تكون عملية المعالجة غير مستقرة. يوصى باستخدام ليزر أقوى. |
| يمكن قطع السماكة الحمراء ويمكن أن تكون محصنة، ولكنها ليست مناسبة لمعالجة الدفعات. |
| ملاحظة |
1. هذه البيانات القطعية تعتمد Procutter C9 F200 (+15 إلى -30) رأس القطع التركيز التلقائي، والنسبة البصرية هي 100/200 (الارتباط/التركيز المرآة البؤرية) ؛ |
| - 2. غازات القطع المساعدة: الأكسجين السائل (نقاء 99.99٪) ، النيتروجين السائل (نقاء 99.99٪) ، الهواء (تصفية الزيت والماء) |
| 3. يشير ضغط الهواء في بيانات القطع هذه إلى ضغط الهواء المراقب في رأس القطع. |
| 4. بسبب الاختلافات في تكوين المعدات وعملية القطع (آلة الآلة، تبريد المياه، البيئة، فوهة غاز القطع وضغط الغاز، الخ) التي اعتمدتها العملاء المختلفون، هذه البيانات هي للإشارة فقط. |
|
خصائص المعدات
آلة أداة
يتم لحام آلة الأدوات ككل ، ومعالجتها بعد التسخين للقضاء على الإجهاد الداخلي. العملية هي لحام→تطويق للقضاء على الإجهاد الداخلي→عملية الخامة→التقلبات الشيخوخة→عملية الانتهاء ، والتي تحل بشكل أفضل الإجهاد الناجم عن الحام والمعالجة ، مما يحسن إلى حد كبير من استقرار آلة الأدوات والحفاظ
الشركة لديها قسم معالجة البوابة و قسم معالجة التصنيع ، والتي هي أساسا لإنتاج جميع مجموعات الشركة الكاملة من أدوات الآلة والحزمة والقاعدة وأجزاء الآلة الأخرى. وتتميز من الشركات المصنعة الأخرى لتكامل الليزر، جميع الأجزاء الهيكلية لشركتنا يتم معالجتها من قبلنا بشكل مستقل ودون أي منتجات إنتاج خارجية أخرى. إن جودة المعالجة متسقة مع جودة المنتج ، ويتم ضمان فترة إنتاج المعدات ، وهي مرتبطة بالجودة النهائية للمنتج ، بحيث تكون جودة كل منتج ليزر في ليزر dapeng متسقة.
يتم ربط آلة الآلة مع هيكل مرور مربع وتكون لوحة الدليل من لوحة قاعدة 30 مم + لحام.
هناك قنوات هواء 2 داخل سرير الآلة لتشكيل هيكل استصدار هواء على شكل Y ، وتم توسيع قطر قناة الهواء إلى 250 مم ، مما يخلق قناة تهوية أكثر سلاسة ويضمن تأثير استصدار هواء ممتاز.
يتم تثبيت ممر مربع استصدار الهواء (250 * 250 مم) على جانبي مع مكونات مخصصة لجهاز استصدار الهواء.
هناك لوحات توجيه طاولة العمل على اليسار واليمين،بسمك 16 ملم.
المعدات المعدنية مجهزة بمرفق مزدوج ، دليل مزدوج وهيكل محرك أربعة كتلة متحركة. يستخدم ريل التوجيه علامة SHAC ، ونوع الحمل الثقيل H الفئة (متقدمة) الدقة. الغطاء الوقائي هو نوع مغلق بالكامل وقابل للنار الخفيفة والزيت. يستخدم الرف سلسلة SHGH من علامة JT من تايوان ، وأسنان M2 منحنية بدقة 6 مستويات.
الجزء السفلي من سرير الآلة هو علبة ضخ جانبية ، وهو أمر مناسب لإفراز المواد ، والعرض الأضيق مواتٍ لإزالة الغبار. قدم الأرض هي دعم ضبط قدم الأرض المصمم حديثًا ، والذي يمكن أن يعزز الاستقرار العام للآلة بعد الاختبار. تم إغلاق طبقة الختم استصدار الهواء النوع المنحدر يضمن تأثير الطرف الأمامي للآلة دون زيادة استصدار الهواء المقطوع.
يستخدم سطح رف الدليل الجديد تصميمًا محسّنًا ، ويقلل من المعالجة ، ويوفّر التكلفة ، ويزيد من هيكل عودة الزيت للسكك الحديدية الدليل ، والذي يمكن أن يدرك التشحيم التلقائي للسكك الحديدية الدليل في الم



 EN
EN
 AR
AR
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 VI
VI
 TH
TH
 TR
TR
 FA
FA
 GA
GA
